COMPOnent CERO Puconci II
Partner: Compost Systems, Standort: Puconci, Slowenien

HIGHLIGHTS
- SCADA Server
- Steuerungscontroller
- SCADA Client
- Ethernet-Vernetzung (15 Teilnehmer)
- ca. 400 E/A Datenpunkte
- Schnittstellen: Modbus TCP, Modbus RTU
Das neue Produkt „INVILUTION Compost“ wurde auf Basis von XAMControl ins Leben gerufen.
Unser Kunde, Fa. INAUT GmbH, weist zahlreiche Erfahrungen im Bezug auf Kompostieranlagen vor und entschied sich damit für neue und innovative Wege. Nach kleineren Anlagen in Südtirol und Polen wurde nun eine Anlage in Slowenien in Angriff genommen. Dabei handelt es sich um die erste Kompostieranlage dieser Art in Europa. Die Bedienung erfolgt über ein Touchpanel am Schaltschrank und einen SCADA Rechner in der Warte.
Im Vollbetrieb wird die Anlage einen Umsatz von 14000 Tonnen MBA (Mechanisch Biologischer Abfall) und 9000 Tonnen Bioabfälle pro Jahr haben. Dazu stehen 10 Boxen und 8 Nachrotten zur Kompostierung zur Verfügung. Zusätzlich sorgt ein saurer Wäscher für eine noch umweltgerechtere Behandlung der Schadstoffe im Kompostierprozess.
Die kontrollierte Feuchteführung mit einer Reinwasserbewässerung und der Möglichkeit einer zusätzlichen Schmutzwasserbewässerung verbessert den Ablauf der Kompostierung zusätzlich.
INVILUTION Compost gibt dem Benutzer alle nötigen Mittel zur Hand um seine Anlage erfolgreich und effizient zu betreiben. Zu diesem Zweck wurden Funktionen wie eine Umsetzautomatik oder ein regelmäßiger Durchflusscheck der Boxenlüfter implementiert.
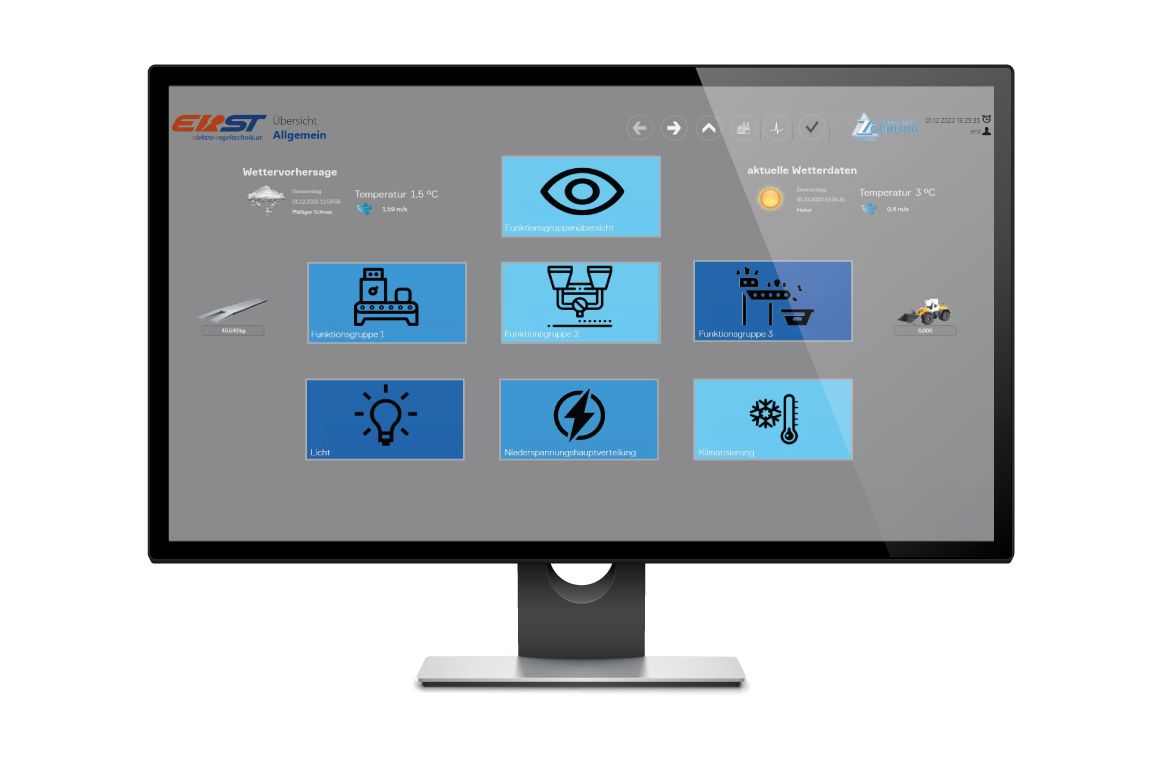
Über die Übersicht am SCADA System kann der Zustand der Kompostieranlage auf einen Blick erfasst werden.
Eine schnelle Navigation wird durch eine Bildlaufleiste mit der gesamten Anlage im oberen Bildbereich ermöglicht.
Mit einem, von der Fa. INAUT GmbH, konfigurierbaren Treiber wurde dessen bereits langjährig bewährtes Messsystem zur Erfassung von Temperaturen auf Kompostieranlagen in XAMControl eingebunden.
Dieses System ermöglicht die Messung von Temperaturen mittels kabellosen Temperaturmesslanzen. Im Automatik-betrieb werden unter anderem die gemessenen Temperaturen als Basis zur Steuerung verwendet.
Damit hat man stets den aktuellen Zustand des Materials im Blick und somit volle Kontrolle über den Kompostiervorgang.
Kontakt

Mehr zu den evon Produktionsleittechnik-Projekten?
Gleich Formular ausfüllen oder Rene Hirschmugl anrufen!




{kind=link}
{kind=link}
{kind=link}
{kind=link}